Smart and smarter, small and smaller - Industry 4.0 is placing higher demands on semiconductors, with Umicore leading the way in novel materials and ethical manufacturing
Like the revolutions that preceded it, the fourth industrial revolution – also known as Industry 4.0 – has the potential to improve the quality of life for populations around the world. With new innovations, such as 5G Networks, the industrial internet of things (IoT) and artificial intelligence (AI), the chemical industry is playing an important role as a supplier of new enabling materials. The resulting innovations provide smarter manufacturing methods, build stronger customer relationships and inspire increasingly faster innovations.
At a basic level, Industry 4.0 can unite digital and physical tools to provide a new universe of opportunities to gather, examine and utilise information. Extensive process data can not only be leveraged by chemical companies but also enable the chemical industry to improve operational processes and advance new business models. This holds the key to improving efficiency and encouraging innovation on a massive scale.
Industry 4.0 has already proven to be an exciting opportunity for research, development and manufacturing teams along the supply chain across many scientific sectors, with automated technologies, integrated solutions and smaller, smarter tools becoming the norm.
How did we get here? Understanding the fourth industrial revolution
To better understand how we have reached the fourth industrial revolution, we have to revisit the previous three industrial revolutions and examine how they changed the lives of billions across the world. Let’s take a quick look at:
First industrial revolution: Occurred at the end of the 18th century, from 1784, when steam was harnessed for mechanical production. The transition towards more mechanical production allowed industrial sectors to replace agriculture as the backbone of the societal economy.
Second industrial revolution: In 1870, mass production powered by electricity was first introduced. Combined with other sources of energy, such as gas and oil, the second industrial revolution powered the invention of the assembly line and accelerated industrial production.
Third industrial revolution: In 1969, advances in computing, electronics and communication provided led to machine programming, which opened the door to progressive automation. Through new, internet-capable technologies, the third industrial revolution sent humans into space, accelerated research and changed our understanding of biotechnologies.
Elements for a digital world
Industry 4.0’s biggest impact is beginning to rise within the semiconductor industry – the industry responsible for driving advances in new technologies for the digitised era. The rapid growth in demand for digital technologies has been met with increasingly strained supply chains. In turn, sourcing and manufacturing materials for high-quality semiconductors is becoming progressively more challenging. And, with semiconductors considered a key part of the next generation of technologies, finding ethical routes to sourcing materials will help to drive the development of tomorrow’s tools.
Among the 118 elements contained in the periodic table, silicon is the element most synonymous with the semiconductor industry. Due to its low cost, an abundance of material and its useful electronic properties, silicon quickly rose to become the backbone of the semiconductor industry. However, as Industry 4.0 and the recent development of high-power electronics introduce new demands for semiconductors, novel chemistries and materials are being explored to bring the latest advances in electronic device development.
Elements such as cobalt and gallium have found continued use within technology since their respective discoveries due to their desirable chemical and physical properties. And with an increased demand for sustainable alternatives and efficient technologies, these metals are being reinvestigated to meet today’s semiconductor needs. For example, gallium materials are increasingly being utilised in compound semiconductors, such as gallium arsenide and gallium nitride. These alloys offer enhanced electron mobility and performance when compared to solely silicon semiconductors, especially in modern, high-power applications. Traditionally, compound semiconductors were seen as difficult and costly to manufacture. However, metalorganic chemical vapour deposition (MOCVD) utilises high-purity organometallics and provides the industry with a technique to ensure reliable and cost-effective compound semiconductors.
To support the industry in the development of novel, high-quality compound semiconductors, Umicore launched an innovative metal-organic precursor manufacturing plant in 2017. At this facility, based in Hanau, Germany, Umicore produces trimethylgallium (TMGa) and its manufacturing process is innovative, safe and unique. It offers a more sustainable and ecological production method by minimising hazardous side streams and material losses and optimising yield to nearly 100%. This makes it superior to all competing manufacturing methods in the industry.
The next advances in technology will rely on state-of-the-art semiconductors and sensors. In particular, as industries look towards more intelligent and energy-saving products, the production of advanced semiconductors that increase the performance and efficiency of smart devices become more important.
The rising demand for high-purity metals
The Economic World Forum has described the advanced chemistry and materials industry as a key enabler in Industry 4.0. These sciences have the ability to solve the many complex challenges that arise with an increased demand for novel and innovative technologies. The ability for chemical innovations to overcome engineering problems is best demonstrated in chip wiring.
As semiconductor devices have continued to shrink, chipmakers and engineers have also had to make interconnections thinner. Many of today’s computer chips contain tens of kilometres of copper wiring, built up in many layers. However, the narrower and longer a wire the higher its electrical resistance becomes, and as copper wires shrink, electromigration becomes a much bigger issue for chipmakers. Cobalt has a similar inherent electrical resistance compared to copper but is far less prone to electromigration. And, as such, cobalt is evolving into one of the most attractive elements to replace copper in semiconductor device manufacturing. However, developing a sub-nanoscale wiring scheme is incredibly complex, and only possible with precise engineering steps. And, with the organometallic chemistries involved being toxic and sensitive to air, dedicated equipment that meets high purity requirements are essential.
It is a responsibility for companies to ethically source materials
Within the semiconductor industry, cobalt materials will also provide a sustainable alternative to continue the miniaturisation of electronic devices and reduce the need for traditional materials, which waste resources and provide inefficient routes to ever-growing performance demands.
When implementing cobalt materials, particular attention must be given to the manufacturing process due to the requirements for high purity in the semiconductor industry. With extremely tight geometries, any trace metal impurities in CVD processes can be detrimental. To ensure these demands are met, manufacturers must first start with high-purity raw materials. This is as any shortages and switching of raw material sources can lead to the addition of undetectable impurities but still may lead to defects and yield reliability at chip level. Additionally, as the cobalt material undergoes processing, it is crucial that well-established quality control processes are utilised along with supply chain controls to ensure the correct final product.
However, it is not only a matter of sourcing high-quality starting materials when dealing with cobalt. Due to the nature of cobalt mining, it is a responsibility for companies to ethically source materials and explore efficient recycling methods to reduce waste, uphold industry morals and improve process efficiency.
Umicore sources conflict-free material and provides a wide variety of sustainable routes and ethically sourced materials to its customers across the globe. Umicore has continued to ethically secure large volumes of cobalt raw materials while investing in engineering processes to streamline all cobalt waste into active recycling programs at its own smelters. There have been many intricate chemistries used to engineer this business, and with changes to regulations impacting the usage of metals, Umicore is one company that has outlined its commitment and focus on sustainability and ethical practices.
Metal management and regulations
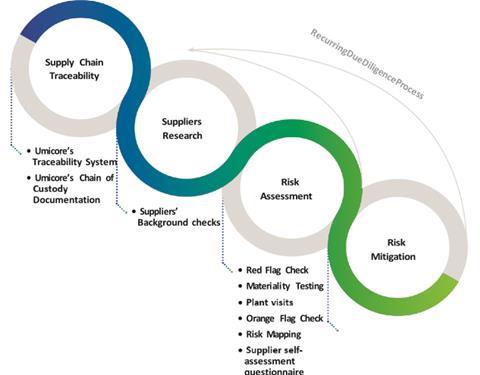
There are five critical steps to ensure ethical, risk-based due diligence, outlined in the Organization for Economic Co-operation and Development (OECD) guidance:
- Establish supply chain from large mining companies. This provides occupational safety and effectively avoids child access and child labour.
- Audit facilities frequently, following OECD guidelines. Certification based on code of conduct and direct access to mining conditions.
- Prevent smuggling into major supply chain.
- Cooperation with reliable small mines, with field observers who monitor risks. Data is generated and collected for future audits and improvements.
- A portion of the profits is spent on educating safe mining process, as well as providing for the surrounding communities, with new schools and hospitals.
Recycling and regulations
With the emergence of many new valuable metal applications in electronic device manufacturing, streamlining and reducing metal waste will have a significant advantage in securing the supply chain.

Despite not being included in the latest 2021 EU Conflict Minerals Regulation, unethical cobalt mining has negatively impacted the environmental and social landscape to the same standard as tin, tantalum and tungsten. Artisan mining methods are still too often utilised, with these providing considerable risk to the health of miners, not to mention the damage to the surrounding environment.
With suppliers to modern manufacturers now required to demonstrate both social and environmental compliance, better transparency, traceability and risk management is necessary throughout the supply chain.
Umicore is the first company to have established due diligence on cobalt through its entire lifecycle. This global solution not only enables transparency, but will also allow tracking of the entire conflict metals mining industry and set higher benchmarks.
Companies must develop strategic plans for developing novel materials and new manufacturing techniques
Future fabrications
As the demand for Industry 4.0 technologies continues to grow, realising a future in which a combination of sensors, data centres and computing capabilities support global innovation requires a broad platform of chemical and technological research to further semiconductor development.
To ensure continued excellence in semiconductor manufacturing, companies must develop strategic plans for developing novel materials and new manufacturing techniques. When combined with reliable access to high-quality and high-purity materials, these factors can inspire smaller, smarter and more powerful semiconductor-based technologies. As a global materials technology leader, Umicore is an expert in developing and manufacturing ultra-high purity chemicals for most advanced electronics applications. Through our cutting-edge offerings and integrated expertise, we’re working with the semiconductor industry to meet the evolving needs of Industry 4.0.













No comments yet