
Renewable, recyclable and biodegradable, paper is the ultimate sustainable material. Victoria Atkinson looks at the clever chemistry that turns trees into sheets
The chances are that you have already used several pieces of paper today. Paper is a ubiquitous material in modern life, so commonplace we often overlook it altogether. It appears in almost everything that we do, from our work to our food and even our health. ‘Paper is a hugely diverse collection of products,’ says Barry Read, chief executive of the Paper Industry Technical Association. ‘Copy paper, packaging, newsprint, toilet tissue, hygiene products, speciality paper, even DIY materials like underlay. It’s a very complicated industry.’
Papermaking itself is an ancient practice. The ancient Egyptians crafted papyrus as early as 4000 BCE, layering strips of reeds to form thick sheets and scrolls of writing materials. However, the first true paper originates from China in 105 CE. Han Dynasty court official Cai Lun boiled a mixture of bamboo, bark, rags and other fibrous material to form a wet pulp which he shaped and dried to create a thin, lightweight sheet of bound fibres. Cheaper and more convenient than the woods and silks traditionally used for writing, Lun’s paper earned him fame and favour throughout the Chinese Empire and in the centuries that followed, his papermaking technique spread across the globe.
But despite its widespread popularity, paper remained an expensive luxury item until well into the 19th century. Early mills relied on skilled artisan workers to craft the sheets by hand and shortages of the raw materials – cotton and linen rags – drove the prices up. ‘Commercial papermaking didn’t begin until the invention of the steam-driven paper machine and the switch to wood pulp,’ explains Read. ‘The Fourdrinier brothers built the first paper machine in the UK with the help of a British engineer, Bryan Donkin, and we’re still using the same fundamental design and process today.’
Making paper
At a chemical level, paper is made of cellulose fibres pressed and bound together by hydrogen bonds, but it’s the crucial pulping step that accounts for paper’s unusual strength. As the wood is beaten into a pulp, the individual cellulose fibres separate and form a suspension within the water. A complex network of hydrogen bonds then forms between these chains as the water slowly evaporates, creating a tightly crosslinked sheet of fibres. This seemingly simple structure is underpinned by a raft of complex chemistry, however: details such as the source of cellulose, how the fibres are handled and the chemical treatments incorporated into the manufacturing process can radically alter the properties of the finished paper. This incredible tunability is what makes paper such a versatile material and mills carefully control every parameter to create the perfect product.
The chemical process essentially washes the lignin out of the fibre
Pulping methods can be broadly divided into chemical and mechanical processes – the exact choice being determined by the intended end use of the paper. Lower quality products such as packaging and newsprint generally employ mechanical methods that rely upon force to extract the fibres, and use heavy rotating discs to grind wood chips into a paste. ‘You produce very stiff splinters of cellulose fibre with the lignin content trapped in between them,’ explains Stuart Thomas, director of the Paper Industry Technical Association. ‘This increases the yield of the pulping process but the resultant paper will go yellow in sunlight as the lignin degrades.’
Chemical pulping methods remove these troublesome impurities, producing purer cellulose fibres suited to higher end applications. The most famous procedure, known as the Kraft process, involves cooking wood chips in an alkaline solution of sodium sulfide and sodium hydroxide: the nucleophilic sodium sulfide attacks the ether linkages within the lignin polymer, breaking it down into smaller molecules which can then dissolve in the alkaline solution. ‘The chemical process essentially washes the lignin out of the fibre, so you don’t get as much pulp, but it’s a much better quality,’ says Thomas. ‘You also end up with black liquor which contains the lignin but this is burned to produce power for the mill and the local National Grid so there’s no waste.’

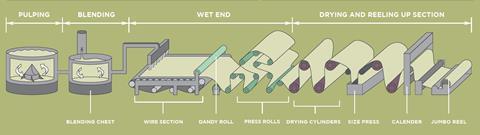
A large blender tank then mixes the pulped material with a carefully optimised combination of chemical additives, tailored to the specific batch of paper under production. A metal mesh filters the clumps of pulp into a uniform stream as they enter the paper machine and hydraulic nozzles jet the solution onto a broad wire conveyor at the required consistency. ‘When the pulp comes down to the wire, it’s 99% water,’ explains Charlotte Scott-Parker, R&D specialist at James Cropper Paper Mill, UK. ‘So we want to remove as much of that water as possible but in a way that means we don’t break the sheet.’ As the conveyor moves through the ‘wet end’ of the paper machine a combination of gravity, gentle vacuum and compression slowly reduces the water content to around 50%. ‘The next stage is drying, which takes the water content down to about 7%,’ says Scott-Parker. ‘The sheet passes over cylinders which gradually go up in temperature to avoid shocking the paper. Here we can also apply external additives and coatings which are dried off before the sheet is reeled up at the end of the machine.’
A chemical process
These chemical additives are a vital and often overlooked aspect of the papermaking process. From the moment wood begins its journey to becoming paper, complex chemistry carefully controls every parameter. ‘The paper industry is a $300 billion [£240 billion] industry worldwide and it uses about $40 billion of chemicals in it,’ explains Thomas. ‘These chemicals can be categorised into two areas: performance enhancement and quality requirements.’

Performance-enhancing chemicals address the process chemistry side of manufacturing, ensuring that each stage runs smoothly. Defoamers and dispersants tackle practical issues such as foaming and clumping in the pulping vats, while cleaning and descaling treatments ensure water quality meets the required standards.
But one of the most significant challenges in paper manufacture is that of controlling microbiological activity. ‘The paper machine is an excellent cultivation area for microbes,’ explains Reetta Strengell, director for pulp and paper application development for Kemira in Finland. ‘It’s at a suitable temperature, there’s lots of water and plenty of food.’ Left unchecked, microbial growth can form slimes or biofilms over the machine and conveyor, creating defects such as breaks, holes, and spots in the paper sheet and damaging the production infrastructure. ‘Microbial control is also important from a safety perspective,’ says Strengell. ‘Especially under uncontrolled anaerobic conditions, in very severe cases the microbes can form hydrogen or a similar type of detrimental byproduct.’
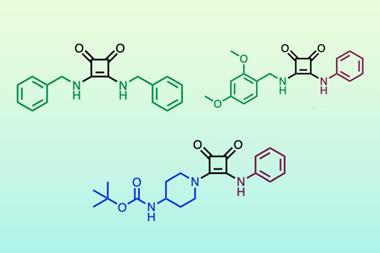
Biocides are therefore another crucial class of additive. Oxidising treatments such as hydrogen peroxide or halogenated hydantoin damage microbial cell structure, disrupting the flow of nutrients across the cell wall. Although highly effective, these redox active reagents are extremely sensitive to the operating conditions and often require additional additives such as corrosion inhibitors and stabilisers. Non-oxidising biocides like glutaraldehyde and quaternary ammonium salts are much less reactive and instead interfere with important microbial processes such as respiration and reproduction. These slower-acting treatments are stable and easier to handle so most mills use a combination of oxidative and non-oxidative strategies.
Quality (or functional) chemicals give paper the properties required in the end product and include dyes, coatings and sizing agents. ‘Sizing agents are needed to hydrophobise the paper, to control the penetration of water and other liquids into the fibre network,’ says Strengell. ‘This is important for liquid packaging board such as juice cartons, but also applications like copy paper to control how the ink behaves on the surface.’
Sizing agents introduce hydrophobic groups into the cellulose network. The free cellulosic hydroxyl groups bind to these greasy molecules (typically through an esterification reaction), creating a hydrophobic surface able to repel water. By carefully selecting the type and concentration of sizing agent, mills can control the extent of hydrophobic character, targeting all the free hydroxyl groups for total waterproofing, or aiming for partial coverage, suitable for printing applications. ‘The oldest are wood rosin [sizing agents ] which are typically used in acidic conditions. Then there are neutral sizing agents like alkyl ketene dimer (AKD) and alkenyl succinic anhydride (ASA) which are used in neutral to alkaline conditions,’ says Strengell. ‘AKD is used specifically in applications where full sizing is needed. The response with rosin sizing is more linear so you can control the sizing better but it’s effective only in acidic conditions, which limits its applications.’
Determining the correct quantities and combinations of additives is a complex matter. Each grade of paper undergoes its own separate optimisation process and the precise recipes used by each mill are kept closely guarded secrets.
How is Chemistry World made?
A lot of chemistry goes into Chemistry World before we’ve even started writing!
The team at James Cropper performed a series of paper testing methods on a recent issue to find out what goes into each copy. Chemistry World’s printer’s use a recycled grade of mechanical fibre based paper, which they treat with a silicone coating after printing. ‘We also found a high chalk loading which is pretty typical for magazines,’ explains Scott-Parker. ‘This acts as a filler to improve opacity and smoothness for printing. And there was a high level of optical brightening agent which enhances brightness and whiteness.’ These additives are well tolerated by paper mills and Chemistry World is readily recyclable with other paper waste.
A greener approach
Despite the complexity of the production process, the paper industry boasts impressive green credentials. There’s a real focus on sustainability and mills repurpose any waste or byproducts, using them to generate carbon neutral energy or provide feedstocks for other industries. ‘The paper industry is very responsible and tries to keep ahead of safety and environmental regulations,’ explains Read. ‘For example, water is a key component in making paper, and obviously most of the chemistry is water based, but mills are extremely efficient and put water back into the environment cleaner than when they took it out or they find another way to use it.’
High-quality printing papers will require treatments like deinking and bleaching
At Kemsley Mill in Kent, UK, sustainable packaging company DS Smith invested £22 million in 2018 to develop an anaerobic digestion facility which converts wastewater into green energy. ‘We filter out the solids, and then use microbiology to break down dissolved contaminants like starches and polymer chains into carbon dioxide and methane,’ explains Jonathan Scott, technical operations manager at Kemsley Mill. ‘With this technology, we can capture biomethane, clean up the gas and sell it back to the national gas network, so it’s a nice example of a closed loop in papermaking.’
Circularity is a clear strength of the paper industry. In the UK, 80% of the raw materials originate from recycled paper, and many mills, including DS Smith, use this as their only source of fibre. A pulping vat blends the recovered paper with water, using a ragger rope to separate out physical contaminants like plastic or metal. Chemical contaminants like inks, glues and dyes are more challenging to remove but Scott reveals that additional treatments are often unnecessary. ‘It’s really a balance to take enough contaminants out to achieve the specification of the paper we’re trying to produce without a massive yield loss,’ he says. ‘At DS Smith, we produce a lot of cardboard packaging so we don’t usually need to remove the inks, but high-quality printing papers will require treatments like deinking and bleaching.
More elaborate post-manufacture modifications such as lamination present a greater challenge to the recycling system. These plastic coatings act as a barrier layer towards grease and water and are particularly common in food packaging such as sandwich boxes and coffee cups. But most recycling centres lack the facilities to separate these two materials and, as they can’t be processed together, these recyclable products often end up in landfill.
‘Coffee cups are a good example. They’re quite difficult to reuse but they have extremely good fibre inside,’ says Scott-Parker. ‘At James Cropper we’ve recently developed a process which separates the plastic barrier coating from the cups through a series of pulping, cleaning, and deinking steps. The resulting plastic is then extruded and made into pellets for use in other industries.’
Towards a sustainable future
But it’s not just about finding better ways to recycle – the global move away from plastic is a great opportunity for the paper industry to provide biodegradable fibre-based alternatives. DS Smith has already developed separable packaging to make recycling mixed products easier but are actively researching ways to remove the plastic component entirely.
‘The challenge is how to address the barrier aspect that plastics are very good at, but the paper isn’t naturally,’ explains Scott. ‘We’re looking for barrier layers which are functional but don’t impede the recyclability of the product.’ As part of its £100 million circular economy R&D programme, DS Smith is investigating seaweed both as an alternative source of cellulose fibre, and as a potential bio-based barrier layer. The polymers present in seaweed – polysaccharides and alginates – are naturally biodegradable and can be subtly modified to give them enhanced hydro- and lipophobic properties. ‘These polymers can be obtained from the harvested seaweed directly with a simple extraction process,’ says Scott. ‘It’s a superb carbon capture plant and doesn’t compete with land crops so it’s an excellent sustainable alternative material.’
There’s a huge amount of technical detail behind every paper product
But there’s another side to the paper versus plastic issue. Paper packaging is typically heavier and bulkier than its plastic counterpart, meaning the greenhouse emissions of transporting so-called sustainably packaged products can be more than three times higher than the conventional plastic alternatives. Recycled paper decreases in quality with every lifecycle as the mechanical processes unavoidably damage the fibres and so more and more material is needed each time for the board to retain its strength. ‘There is a need to reduce the weight of packaging from a resource efficiency perspective, both of raw materials and transportation,’ says Strengell. ‘We have dry strength polymers based on polyacrylamides which make the product stronger whilst using fewer fibres and are developing the product portfolio towards more sustainable and renewable alternatives.’ These strengthening additives use a combination of cross-chain bonding and electrostatic interactions to bind the damaged fibres and form a supporting polymer network throughout the paper sheet.
The paper industry seems to have a clear plan to address the sustainability challenges of the future. The industry has already adapted the high-energy, water-intensive production process to minimise its environmental impact and continues to invest in new technologies to reduce its consumption of resources even further. ‘We’re one of the foundation industries so people don’t think of us as being very high tech,’ says Read. ‘But there’s a huge amount of technical detail behind every product and the industry is constantly evolving. After all, there will always be a demand for paper.’
Victoria Atkinson is a science writer based in Pocklington, UK









No comments yet