
The long-discussed technique could help make pharma manufacturing more distributed, finds Andy Extance, and create opportunities for chemists with the right skills
By supplying medicines that can save or extend people’s lives, chemists can be heroes. But while many of us now recognise the frustration of awaiting drugs or vaccines due to the Covid-19 pandemic, it has been a daily reality in South Africa for years. There, pharmacies regularly run out of life-saving drugs, explains Paul Watts from Nelson Mandela Metropolitan University in Port Elizabeth. In 2016 the Stop Stockouts consortium found that a fifth of the country’s pharmacies had no drugs to fight Aids and tuberculosis on the day they were contacted. ‘If you’ve got people living in shacks a two hour bus journey from the nearest clinic, they may have spent all their money on their bus,’ Watts explains. ‘If they’ve not got the drugs, they’re not going back for another month.’
South Africa imports up to £1.5 billion of active pharmaceutical ingredients (API) each year, Watts says, which are formulated into final drugs locally by companies like Aspen and Specpharm. Yet there are still not enough medicines. The country’s National Research Foundation funds Watts to help resolve this situation by making APIs at home. That’s not the step-by-step bulk manufacturing in large volume industrial reactors that dominates the pharmaceutical industry. ‘Bulk technology doesn’t really exist in South Africa, so you’ve almost got a completely blank canvas,’ he explains. Instead, his focus is continuous flow, where chemical reactions happen in smaller-scale pipes or tubes. ‘If you do continuous manufacturing, you can probably make drugs 20–30% cheaper,’ Watts says.
Flow chemistry expands chemists’ tool boxes
Watts knows this because it’s not just where there’s a blank canvas that companies are adopting flow chemistry to make drugs. For decades, the concept has drawn attention because substances behave differently in a tube than they do in a big tank, and that has practical consequences. Flow processes can produce higher yields, and be safer, cleaner and cheaper to set up and operate. This can reverse manufacturing centralisation and bring the possibility of local manufacturing that Watts raises. Yet the pharmaceutical industry was relatively slow to bring flow chemistry online until 2015. Now driven by regulatory support in the US, flow processes are becoming more commonplace, and chemists with the skills to deliver them are in great demand.
‘I have been working in the field for approximately 10 years, and recently I have seen a dramatic shift in the perception of flow chemistry,’ says Francois Lévesque, associate principal scientist at Merck in Rahway, US. ‘Flow chemistry expands chemists’ tool boxes and opens the way to more sustainable processes.’
Bespoke benefits
Many of the benefits of flow chemistry come down to the reactors’ high surface area to volume ratio, Lévesque explains. Temperature changes are much easier to manage, eliminating cryogenic conditions that are hard to implement in large scale industrial reactors. Mixing is also much better. ‘This typically provides better reaction control, which in turn can lead to higher yields and more sustainable processes,’ Levesque says. In making potential respiratory drug gefapixant, for example, Merck used a flow process to tightly control the reaction, improving its safety and the sustainability.1
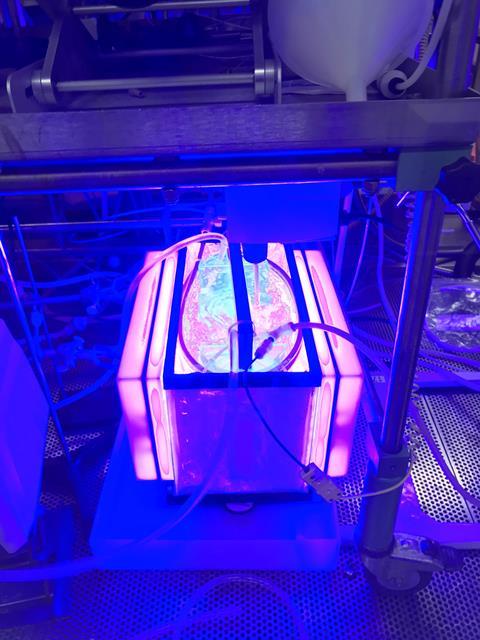
Flow chemistry also helps in any reaction that involves interactions with surfaces like electrodes, immobilised catalysts or biocatalysts, or photochemical processes that need to be exposed to light. ‘Flow chemistry allows adaptation of reactors to the chemistry and not the other way around,’ Lévesque adds. ‘We are also using flow chemistry to probe and better understand specific chemical transformations. In some cases, this knowledge will inform the development of a more robust batch process.’
In 2012, Lévesque joined with Peter Seeberger, director of the Max-Planck Institute for Colloids and Surfaces in Potsdam, Germany, to make malaria drug artemisinin using flow photochemistry.2 This was a milestone on the way to Merck’s first commercial scale flow reaction for the synthesis of a key intermediate of HIV drug doravirine, published in 2018.3 In the same year, the company showed that fast mixing in flow systems ensured that a reaction involved in making experimental Alzheimer’s drug verubecestat could out-compete side reactions.4 ‘Both examples are important landmarks for the field and definitively led to the expansion of the use of flow chemistry at Merck,’ Lévesque says.
Reactions involving ‘highly toxic and unstable molecules like azides’ helped get flow chemistry to this point, adds Marcus Baumann from University College Dublin in Ireland. Starting in 2007, Baumann did his PhD with Steve Ley at the University of Cambridge, UK, developing flow techniques that are now common for such otherwise potentially explosive processes.5 ‘Many things that are very risky and difficult to do in large scale in batches, the problem almost goes away completely in flow,’ Baumann explains.
As an example of simplifying a difficult process, Baumann cites a Matteson reaction used by Thermo Fisher Scientific.6 This involves removing a hydrogen atom from dichloromethane and replacing it with a lithium ion, then reacting it with an electrophile. To make the intermediate at batch scale involves cooling to –100°C. In flow processes the time an intermediate exists for is determined by the flow rate, which meant Thermo Fisher scientists only had to cool to –80°C. ‘That allows you to reproducibly generate the lithiated dichloromethane and quench it within half a minute before it can decompose,’ Baumann says.
Team effort
However Baumann warns that flow isn’t always better for everyone. ‘As a synthetic chemist, you would have to learn about flow chemistry,’ he says. ‘It’s the use of pumps, different reactors, what is compatible with what? If you want to link different steps together, it looks perfectly straightforward in a research paper, but it is much more complicated. So you would need people who are open-minded and willing to talk to others, chemists talking to chemical engineers, and vice versa.’ Baumann collaborates with contract drug development manufacturing organisation (CDMO) Almac Sciences. Almac brings its extensive biocatalysis expertise to the development of a wide range of flow processes.

Photochemical transformations and high energy intermediate formations like azides are two areas that Almac includes in its flow assisted synthetic technology (Fast) platform. Others include high pressure hydrogenation and oxidative chemistries. Flow unlocks chemistry and synthetic routes that are typically difficult to scale-up in batch, explains Megan Smyth, technical leader at Almac.
‘CDMOs need to have an armoury of technologies at their disposal,’ Smyth says. ‘Chemistries that can benefit from flow-assisted technologies are now becoming more and more prevalent in technical packages we receive from our customers. Over the last several years we have built capabilities for proof of concept and low kilo manufacture.’ Almac is investing heavily in technology and facilities including a new cGMP plant expansion with ‘dedicated space reserved for flow GMP operations’, Smyth adds. This shows ‘the importance and expected growth of this technology’, she stresses.
The success of flow chemistry within organisations is down to cultural change, management support and education, Smyth adds.7 She sees the success of continuous flow development as lying in building a multi-disciplinary team, integrating both chemistry and chemical engineering at an early stage. This ensures that synthetic routes are evaluated both from a scientific and engineering perspective in parallel. ‘Partnering is also key, with collaborations between academic and industrial partners allowing shared learning and access to training or hands on experience to accelerate uptake,’ she says.
There are also common problems that flow processes can face, Smyth adds, such as ‘reactor fouling’. This can occur due to low solubility of intermediates or by-products, or incompatibilities with the materials reactors are made of. It can also happen due to stagnant zones in mixing elements, connector or regulators, or moisture getting in through the dosing system. ‘It is essential that the root cause of potential fouling events are evaluated during lab-scale development work so appropriate risk mitigation strategies can be implemented for scale-up,’ she says. ‘It is important to select appropriate hardware both in terms of material of construction, flow path geometries and dosing line design but also can be important to consider feed quality and stability assessments’ Smyth adds.
Switched on
Success has therefore been slow in coming, explains Smyth, due to lack of knowledge, experience and equipment, and the absence of ’an internal drive to make flow processes a reality’. ‘Customers were typically satisfied with batch offerings and often flow was considered as an add-on technology rather than its potential as a distinct service offering being fully realised,’ Smyth says.
That all changed in 2015, when the US Food and Drug Administration (FDA) spoke out in support of adopting continuous manufacturing for API synthesis. Janet Woodcock, director of the FDA’s Center for Drug Evaluation and Research, recommended companies ‘begin to consider the switch’.
Thermo Fisher Scientific has been among the various companies to have their flow processes approved by the FDA in the period since. The company started developing continuous flow processes in 2002, says Peter Pöchlauer, principal scientist in pharma services at Thermo Fisher. ‘Developing flow chemistry means developing a process and a small-scale manufacturing device or plant simultaneously,’ he says. ‘This is a very multi-disciplinary effort. Thermo Fisher is one of few organizations that can do that on small and large scale. Our flow capacity devices are designed to be small in scale with the ability to easily and quickly be duplicated and scaled up to the required productivity using our large-scale batch production equipment.’
Following the FDA call, Thermo Fisher used flow for the challenging scaleup of vaborbactam, including the Matteson reaction that Baumann highlighted. Vaborbactam is the first of a new class of beta lactamase inhibitors that re-establish the antibiotic effect of-beta lactam drugs. The drug’s developer, Qpex Biopharma, ‘was fully aware that their synthesis in small batches was not suitable for scale-up’, says Pöchlauer. ‘The synthesis used highly reactive reagents and needed a very low, precisely controlled reaction temperature, and a short reaction time to deliver sufficiently pure material,’ Pöchlauer explains. The continuous flow process that Thermo Fisher Scientific developed could make tons of the drug, and has passed a pre-approval inspection by the FDA.
Pöchlauer estimates that about half of all chemical transformations would benefit from mass production in a flow process, but just one in 10 is developed that way. Early stage drug developers ‘are frequently not aware of the problems related to the scale-up of their syntheses’, he says. He therefore recommends that they work with contract manufacturing partners who know when continuous flow processes can help. ‘Given today’s focus on speedy development of small volume products, we have a strategy to give our customers the opportunity to look into options of continuous flow process development,’ Pöchlauer says.
And while high volume products are especially well-suited for efficient continuous manufacturing, people tend to be attracted by speed and low investment, he says. Finally Pöchlauer stresses that localised production is also a growing priority, for example with initiatives like the Medicines for All Institute, based at Virginia Commonwealth University in the US.
Flow expertise needed
Baumann also notes the recent recognition of weaknesses of supply chains for drugs and commodity compounds. ‘People at least consider that flow chemistry would have helped overcoming these issues,’ he says. ‘It’s not only the continuous processing, it’s also the regional manufacturing, in as much as flow equipment is mobile and small footprint. If there had been a better supply chain and regional manufacturing, we wouldn’t have had shortages on certain painkillers and drugs like in certain periods of 2020.’
Even at the start of Covid, the country was struggling to get Aids drugs
The growing interest also equates to high demand for scientists with the relevant experience. ‘If you bring flow experience from your PhD and possibly postdoc, you won’t struggle finding a job in industry in Ireland, Switzerland, Germany and other places as well,’ Baumann says. ‘People agree now to get flow chemistry into teaching undergrads and postgraduates because otherwise the only way you get experienced in it would be through your PhD or postdoc, and that might be almost too late.’
The pandemic has arguably brought even greater attention to flow processes in South Africa. ‘Even at the start of Covid, the country was struggling to get Aids drugs,’ Watts says. ‘Then supply chain networks completely collapsed. All of a sudden countries are thinking, if you’ve just got the infrastructure that enables local manufacturing in an emergency situation it would be worthwhile.’
As well as Aids and TB, Watts is working with Specpharm on antimicrobials and drugs for malaria, diabetes and cancer and also talking to other companies. Yet the skills challenge in South Africa is much greater, with even fewer suitably trained scientists. Watts is striving to teach researchers the knowledge that’s needed, but the costs of equipment are prohibitive. ‘Even for a homemade system, you’re probably looking at £10,000, so this is a huge challenge in terms of introducing it into university teaching’, Watts says.
Lévesque highlights that health authorities will still need to approve every single drug manufacturing site. Even given FDA support, that will limit smaller scale, more local, production. ‘Therefore, I believe it is unlikely in the short term that flow chemistry will allow for widespread production at many small facilities,’ he says. Other challenges, like specialised equipment being familiar and available, will progressively be overcome, Lévesque adds. Flow manufacturing will definitely become more prevalent at Merck, he concludes. ‘It has already allowed us to operate under reaction conditions that would not be achievable otherwise,’ Levesque says. ‘There is a bright future ahead for flow chemistry.’
Andy Extance is a science writer based in Exeter, UK
References
1 D A L Otte et al, Org. Process Res. Dev., 2020, 24, 2478 (DOI: 10.1021/acs.oprd.0c00252)
2 F Lévesque and P H Seeberger, Angew. Chem. Int. Ed., 2012, 51, 1706 (DOI: 10.1002/anie.201107446)
3 J P McMullen et al, Org. Process Res. Dev., 2018, 22, 1208 (DOI: 10.1021/acs.oprd.8b00192)
4 D A Thaisrivongs et al, Org. Process Res. Dev., 2018, 22, 403 (DOI: 10.1021/acs.oprd.7b00385)
5 M Baumann et al, Org. Biomol. Chem., 2008, 6, 1577 (DOI: 10.1039/B801631N)
6 C Stueckler et al, Org. Process Res. Dev., 2019, 23, 1069 (DOI: 10.1021/acs.oprd.8b00340)
7 M Baumann et al, Eur. J. Org. Chem., 2020, 2020, 7398 (DOI: 10.1002/ejoc.202001278)











No comments yet