
Hayley Bennett tells the story of the 1948 Tour de France’s yellow jersey – and how synthetic fabrics came to dominate sportswear
It’s day one of the Tour De France, the year is 1948 and as 33-year-old Italian cyclist Gino Bartali sets out from Paris in an attempt to win his second Tour, he recognises almost no one around him. It’s been a decade since he last wore the leader’s yellow jersey. A new generation of riders has emerged following the Tour-less years of the war; some of his previous competitors are dead. Bartali has married and spent the war in military service as a bike messenger, riding the ~170km between Assisi and his home city of Florence. But this is not Bartali’s story. It’s the story – at least partly – of the yellow jersey, which was a little different that year . It’s a story of pullovers, polymers and pulling threads. It’s the story of how chemistry changes the fabric of sport.

Cycle- and swimwear before the second world war were dominated by natural fibres and more specifically wool, which was fine as long as you didn’t get it wet. When the US company Jantzen, known for its ‘red diving girl’ logo, made its first swimsuit, it was a knitted one-piece that reportedly weighed around eight pounds (3.6kg) after a swim. Bartali probably felt similarly weighed down when, wearing the yellow jersey, his 1937 Tour de France came to an abrupt end in the river Colau. Combined with slow drying times, and a rough surface and loose fit that created drag, it wasn’t exactly conducive to fast riding. ‘Wool runs at a disadvantage because it takes up liquid and gets heavy and sticky,’ explains Thomas Bechtold, a textile chemist at the University of Innsbruck in Austria. ‘This is why in high-intensity sports nowadays, the [clothes] are always based on synthetics.’ Still, everyone in those days was at the same disadvantage because synthetics just weren’t available.
Manmade fibres existed, but they were made by chemically treating natural fibres. The Cross and Bevan process for producing viscose rayon – an artificial silk and popular stocking fabric – used caustic soda and carbon disulfide to produce the fibres from wood pulp. Estimates from Courtaulds, a leading UK viscose rayon producer at that time, suggest that in 1938 worldwide production volumes were approaching one billion pounds (454,000 tonnes) each for both continuous filament (yarn) and discrete length (staple) fibres, compared to 123 million pounds (55,800 tonnes) of raw silk1. When the Castelli cycle clothing company started making the first silk time trial suits, it would have had both options, although ‘silk’ is all that’s specified. Such manmade fibres were soon to make way for the first true synthetic, however.
Nylon emerges
Nylon, a polyamide fibre, had been invented by the time of the 1937 Tour but was yet to find its way to France. That year, chemist Léon Pranal, who would eventually become director of the nylon department at the French company Rhodiaceta, took notes (in French) on threads of superpolyamides shown to him in confidence by an associate in the technical division at DuPont. These extraordinary fibres discovered by Wallace Carothers’ polymer research team stretched to four times their own length. ‘It is believed that this is the first time that an artificial thread has been so close to the constitution of natural silk,’ Pranal wrote excitedly. ‘During stretching, long chains of molecules orient themselves and produce very resistant threads.’ But the secret to making these fibres was still under wraps.
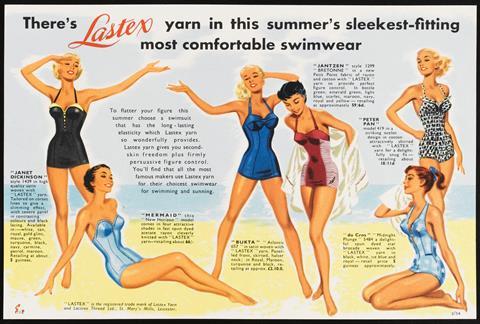
Stretch was about to become a core concept in newer, form-fitting sports styles that moved with the wearer. Jantzen created a more streamlined silhouette for its swimming costumes by incorporating a stretchy ‘miracle fibre’, Lastex– rubber thread, wrapped around with another fibre such as cotton or viscose rayon. In 1939, the Olympic gold medal-winning swimmer and Tarzan film star Johnny Weissmuller was photographed posing in a topless Jantzen Lastex costume.
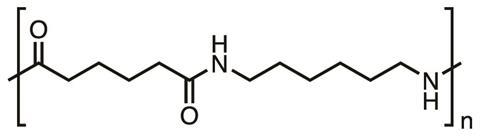
Undoubtedly, what Pranal had been shown was a sample of the original nylon, made by condensing hexamethylene diamine with adipic acid. It was more precisely known as nylon-6,6, indicating the number of carbons atoms in each of the starting molecules. The long-chain molecules described by Pranal were polymers formed when the amine and carboxyl groups on either end of these molecules reacted to link them together in sequence. When nylon-6,6 has reached a molecular weight over 12,000, it can be drawn out into the characteristically strong threads – textile chemists call it ‘pulling a fibre’. Plenty of other polyamide fibres, as well as polyesters, had been pulled and discarded by Carothers’ team before DuPont finally fixed its hopes on 6,6, but unlike some of these inferior threads, 6,6 doesn’t dissolve easily and its melting point is high enough to mean it can withstand a hot wash. Just a few months later, DuPont offered Rhodiaceta, as well as ICI in England and Farben in Germany, the chance to licence its technology. ‘Fibres of an entirely new nature have been created. Now, at last, the complete fibre is man-made by chemists,’ Pranal told an audience at the Textile Institute’s headquarters2 in Manchester, some years later.
Natural or synthetic?
Even today, stretch and strength in swimsuits and running tights is still very often provided by nylon. Plain woven nylon is stronger than plain woven silk.3 But in the 1940s this resilient new textile was of interest primarily to the war effort for parachutes – and to the hosiery industry. On 15th May 1940, around 800,000 pairs of nylon stockings were sold when they first become publicly available in the US. A month later, American equipment for spinning 250kg of nylon a day arrived in Lyon, France, where Pranal’s Rhodiaceta planned to make yarn for nylon stockings. It began industrial textile production in 1941. During the war, the French, British and Americans worked furiously to build their nylon-6,6 industry while the Germans focused on the chemically very closely related Perlon or nylon 6 – the single figure indicating that it was made from just one self-condensing six-carbon monomer; in this case, caprolactam.

So when the Tour de France returned after the war, it was with the French nylon industry in full swing. The strength and resilience of synthetics was starting to make them of interest to the textiles industry more widely. ‘They made everything out of it – vests, shirts, even bed linen,’ according to John McLoughlin, a textile expert at Manchester Metropolitan University in the UK. In 1948, the Tour had a sponsor’s name attached to it for the first time – Sofil, an artificial yarn maker, which made the yellow jersey from synthetic ‘blends’. Bartali, now il vecchio (the old one), had carried on his training whilst ferrying fake documents in his bike frame to save Italian Jews from deportation. He took the lead after stage one but lost it immediately, spending most of the first two weeks sans yellow. But the question is: what exactly went into Sofil’s synthetic ‘blends’? Could the yarnmakers have taken a traditional wool jersey and added nylon? McLoughlin isn’t sure. ‘I’ve never heard of a wool blend with nylon. That’s not to say there hasn’t been experimentation on that. I’m sure there has been.’
The mystery of what went into that ‘synthetic’ jersey deepens. For it wasn’t just nylon that was available by 1948. As Pranal noted, Carothers’ crew at DuPont had ‘missed the luck of developing good polyesters’, but in 1941, a patent had been filed by the Calico Printer’s Association of Manchester4 and embargoed for five years. By then, polymer science was well established and it was clear from Carothers’ work that long, high molecular weight polymer chains were needed to form synthetic fibres. John Rex Whinfield, a chemist at the association was very familiar with the research at DuPont and had previously worked with one of the inventors of the viscose rayon process. So when, under his direction, a junior colleague successfully carried out a condensation of ethylene glycol and terephthalic acid at the first attempt, he was in his own words ‘delighted.’ Another fibre to pull, but due to restrictions on patent publishing during the war, the patent for their polyester – polyethylene terephthalate – didn’t surface until after.
A sweaty problem
In 1947, a year before Bartali’s return, the rights to polyethylene terephthalate were sold to ICI and were later acquired by DuPont, which was rapidly becoming a textiles giant. Never mind nylon, what about a polyester pullover for the race leader? Today, it’s common to see blends of the two in sportswear, although due to its cost nylon tends to be used more sparingly. In fact, nylon has never been a particularly good fibre for outdoor clothing, for one very important reason. ‘One of [nylon’s] major drawbacks is that it’s very susceptible to ultraviolet light and has to be treated,’ explains McLoughlin. ‘Kevlar was derived from polyamide and was at the time the strongest fibre known, but when the first astronauts did spacewalks they used Kevlar ropes and when they came back to Earth the ropes had completely disintegrated.’ On the other hand, nylon was much easier to produce than polyester in those early days of synthetics because the raw materials were readily available from the petrochemical industry. Pranal noted that many laboratories were still trying to solve the problem into the 1950s.2 So it seems unlikely polyester would have made it into the hands of the race sponsors, Sofil, so soon.
As far as some riders were concerned, though, it didn’t matter what was in the maillot jaune because it was about the principle of natural versus synthetic. One of Bartali’s closest rivals for the race lead was Louison Bobet, who at just 22 was riding his second Tour, having quit in the mountains on his first. After winning the third stage ending in Nantes, Bobet refused point blank to wear the yellow jersey on account of its synthetic content and demanded an old-style jersey of pure wool, because it would be more hygienic. Perhaps Bobet was thinking about wool’s superior ability to soak up water – and sweat?
One of nylon’s major drawbacks is that it’s very susceptible to ultraviolet light
John McLoughlin, Manchester Metropolitan University
Wool, as we know, can take up a lot of water. As with any textile, its capacity is partly due to the moisture retention, known as regain in the industry, of the fibres at a molecular level and partly due to the physical structure of the fabric – different weaves and knits play an important role. In wool, water molecules stick to polar and peptide groups on proteins associated with fibres within the hair cells. Its moisture regain is generally around 15%; however, as Bechtold explains, centrifuging wet wool shows that it can absorb more than half its own weight in water in the swollen fibres and capillaries of the wet textile. Synthetics take up far less. ‘If we have the same [jersey made] with a polyester-based or polyamide-based material, it takes up a few percent and when we overrun this capacity, moisture condensates and we have liquid sweat in our system,’ says Bechtold. ‘We start to get a wet feeling.’ So was Bobet right? Not really, as theoretically the fact that the sweat hangs around in the wool for longer without evaporating means that there is more time for bacteria to grow and more rapid odour development.
Still, Bobet’s mind was set and the sponsor, Sofil, was forced to work overnight to make him his 100% wool jersey before the race set out for La Rochelle in the morning. He immediately lost his lead and it was, presumably, back to synthetics for a couple more stages before another win on stage six. Now it looked like Bobet was going to ride away with the victory, but on the way to stage 14’s Aix-les-Bains, Bartali wrested back the lead. So it was synthetics all the way to the end – which neatly sets the scene for the next few decades of sportswear developments.
Speeding ahead
In 1954, figures compiled by Courtaulds still showed rather modest global production levels for polyamides and polyesters compared to those for viscose, cotton and wool.1 But there was no shortage of demand. Rhodiaceta had been having trouble scaling up production at its Lyon plant and although by 1955 it was producing 13,130 tonnes a month, demand was still consistently outstripping supply. Pranal declared, doggedly, that industry couldn’t keep up with the innovations of textiles chemists. ‘Suppose chemists now signed a truce and gave us some quiet years before discovering new and even more sensational fibres than previous ones?’ he joked.
For the sportswear industry, at least, the biggest sensation was yet to come. In 1959, DuPont delivered yet another blockbuster fibre via Joseph Shivers, whose background was in developing synthetic quinine for treating malaria during the war. Shivers modified Whinfield’s polyester to produce a bouncy polymer dubbed Fiber K. A polyurethane–polyurea copolymer, it contained alternating soft and rigid segments that gave it both flexibility and strength. It was the fibre that became synonymous with cycle-wear – Lycra, known as spandex in North America. Like nylon, Lycra found its initial use in underwear, but was stretchier still, capable of expanding to seven times its original length.
Three of the sportswear textiles that are most commonly used to this day were now in existence. Castelli had by this time gained a lot of followers including Bartali and, ironically, Bobet. The company would eventually claim another first when it starting selling aerodynamic Lycra shorts initially created for its pro cycling clientele to the general public. ‘This was the period, the 1950s and 1960s, [for] these technical approaches,’ says Bechtold. ‘The performance per weight was fantastic, because compared to wool you suddenly got lightweight constructions and this was a serious advantage.’ The Australian company Speedo introduced nylon and then polyester to its swimsuits. In the 1964 Tokyo Olympics, 16 out of 18 swimming gold medals available were won by swimmers wearing nylon/polyester yarns, all developed by Prestige Fabrics for Speedo. Meanwhile, a British Olympian who finished 19th in the marathon that year was just starting a job at Courtaulds, the viscose producers. Ron Hill, a textiles chemist by day (see box below), would eventually make his name in the sportswear industry using synthetic fabrics to create modern running gear, including his trademark lightweight Trackster tights.
Ron Hill: the man who (almost) never stopped
Some may recognise Ron Hill as the man behind the Ronhill clothing and Hilly socks brands. Those with an interest in athletics may even remember him as the British runner wearing a string vest who romped to victory in the 1970 Commonwealth Games and Boston marathons. Hill, now 78, ran for at least a mile every single day for over 52 years, until the record-breaking streak earlier this year. But far fewer will know him as the textiles chemist who specialised in deep-dye viscose.
Hill studied for his degree in the textile chemistry department at Manchester University, staying on for a PhD by virtue of a Courtaulds fellowship. By January 1964, when he was due to start work as a research chemist at the Courtaulds manmade fibres company in Manchester, Hill was the reigning national six-mile champion and regularly clocking up 90 miles a week. Away from the lab, he was father to a six-month-old son and whatever ‘spare time’ he had he devoted to writing up his thesis, which still wasn’t finished. He had £40 in the bank. Hill held down a full-time job at Courtaulds through three Olympic build-ups, running to and from work every day and occasionally taking his experiments with him to international athletics meetings to make use of the better lighting conditions for investigating fading of dyestuffs.
Intent only on running faster, he designed his own running kit, which he tested out in races, sometimes using new fibres. ‘I made a prototype pair [of shorts] which were brief for skin exposure and were made from a woven stretch fabric, containing an elastomeric fibre, which I had been researching,’ he wrote in his 1981 autobiography, The long hard road. By 1970, he was tiring of the conflict between his day job and what the company perceived as his jet-setting athletics career. However, running wasn’t paying the bills, so he set up Ron Hill Sports as a mail-order business as a ‘life-line’, initially taking no salary to pay for stock. He and his wife kept running gear in their loft, under their floorboards and anywhere it would fit until he eventually left Courtaulds in 1975 and opened a shop, which soon became two and eventually the well-known sports brand.
Ronhill – which Hill sold in the early 1990s – made its name on mesh vests, union jack shorts and stretchy Trackster running tights. There’s not a scrap of deep-dye viscose to be found in the Ronhill catalogue today, but you’ll certainly see stretch woven fabrics that hark of Hill’s prototype shorts, trialled at the Pembroke 20 miler he won in 1968. ‘The only problem was the new clothing,’ he wrote. ‘It kept sliding, vest to the left, shorts to the right, and very frequently I had to grasp the shorts and vest with both hands at the waist and pull them to the centre.’ Of course, any decent scientist may have to keep experimenting for years before they find success. Today’s Vaporlite, Flexlite and Powerlite fabrics used by Ronhill contain the fibres that have served the sports industry so well for decades – namely, polyamide, elastane and polyester.
All this time, there had been innovation in the fibres that chemists were inventing and plenty of hype about their various benefits, but relatively little research on the performance of the textiles. Having spent 20 years working in the field of sports textiles, Bechtold says it’s ‘unbelievable’ that there are still so many unknowns. One intriguing question, for instance, surrounds the amount of energy that athletes lose to stretchy materials like spandex in order to get them to recover their shape. ‘There is not too much conceptual work, very few research activities and a lot of marketing,’ says Bechtold. ‘Which means that the science is a bit behind.’ Bechtold’s own team recently published a paper5 on dual-layer wool and synthetic systems and found that natural fibres still have a useful role to play in snow sports. After intense exercise in a cold environment, it’s best to remove a synthetic base layer and let wool soak up the rapidly cooling sweat to avoid a sharp drop in body temperature. According to Bechtold, natural fibres may also come into play in future sustainable textiles that offer a compromise between recycling and intelligence – as in a fabric that could become waterproof in wet weather by swelling to close its pores.
There have been occasional efforts to compare, for instance, the aerodynamic properties of natural and synthetic fibres. In 1990, researchers at Texas A&M University tested cycling gear in a wind tunnel replicating conditions at 30mph.6 The rough surface of a wool jersey created more drag compared to a smoother, full-body Lycra skinsuit, which itself created very slightly more drag compared to an identical, polyurethane-coated suit. The researchers concluded that the Lycra suit should perform at least a minute faster than a wool jersey over 40km. This equates to a significant lead in a race like the Tour de France where the distances covered are so immense. Today, of course, everyone is wearing skinsuits and the differences between high-performance fabrics are probably marginal, but as Bechtold points out, it’s often knowing about those differences that’s the key. ‘Athletes have to be convinced that they have the best equipment,’ he says. Which is another way of saying that, in sport, decades of progress in textiles chemistry can very easily count for nothing. If you’re convinced a woolly jumper is going to serve you better than a custom-made skinsuit, you may as well wear the woolly jumper.
Hayley Bennett is a science writer based in Bristol, UK
References
1 H Ashton and J Boulton, J. Text. Inst. Proc., 1956, 47, 532 (DOI: 10.1080/19447015608665303)
2 L Pranal, J. Text. Inst. Proc., 1954, 45, 125 (DOI: 10.1080/19447015408688009)
3 F Millard, J. Text. Inst. Proc., 1949, 40, 379 (DOI: 10.1080/19447014908664664)
4 J R Whinfield and J T Dixon, UK patent GB578079A, 1946
5 P Kofler, Text. Res. J., 2016, 86, 191 (DOI: 10.1177/0040517514557317)
6 R C Kyle, Cycling Sci., 1991, 3, 57











No comments yet