
Choosing a reactor made from the wrong materials can be a costly and potentially dangerous mistake. And with chemistry constantly evolving, testing for material incompatibilities can always throw up new surprises.
Eric Margelefsky and colleagues at Merck & Co in Rahway, US, have published a guide to Merck’s strategy for evaluating materials compatibility, along with guideline acceptance criteria.

‘There’s always new reagents,’ says Margelefsky. ‘We’ve seen really interesting cases where a solvent is completely inert to a metal, and a certain acid is also pretty inert to that metal, but then you mix them together, and all of a sudden the metal just gets eaten away,’ he shares.
For small-molecule active pharmaceutical ingredient manufacturing, shared-use facilities are the norm, which means using pre-existing reactors and equipment of various materials. It’s therefore important to know that the proposed chemistry isn’t going to damage the apparatus.
When new equipment is being purchased, material choice becomes a balance between cost and versatility. ‘It becomes a business decision,’ explains Margelefsky. ‘Getting something that is highly chemical resistant often costs more money.’
There can also be deadly consequences to material incompatibilities in industrial settings. When the metal of industrial equipment corrodes, it weakens and can fail with little warning. Metal corrosion can also release flammable gas, leading to explosions and fires.
Metals
Even small amounts of unexpected metal ions in pharmaceutical streams can cause problems. The scientists give two real examples from Merck: when transition metal ions formed from corrosion caused a chiral hydrogenation to generate a racemic product, and when a small amount of iron from corrosion led to a purple product instead of the expected white.
To avoid incidents like that, Merck uses two methods to evaluate metal corrosion: immersion studies and electrochemical corrosion studies.

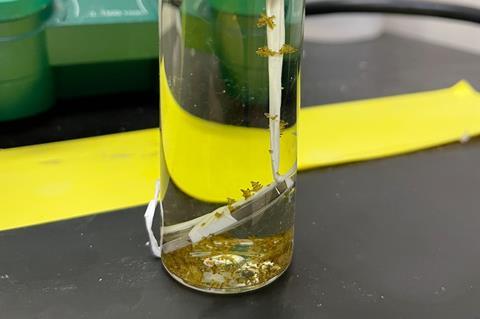
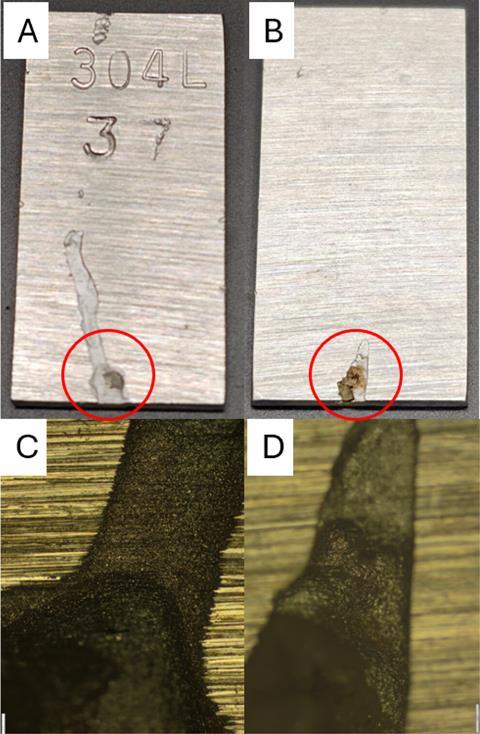
In an immersion study, a rectangular coupon of the metal is suspended via Teflon tape in the liquid stream for up to 14 days. The coupon might be part-or fully submerged, and the solution may be heated or stirred, depending on the process being investigated. At the end, the metal coupon is weighed, microscopically examined, and a corrosion rate is calculated. The liquid phase may also be analysed to identify and quantify any corrosion products.
In an electrochemical corrosion study, a disc-shaped sample of the metal is used as the working electrode in a flat cell apparatus. ‘Fundamentally, what’s happening is, as the solution attacks the metal, the metal is dissolving into solution, and electrons are being released,’ explains Margelefsky. ‘So, by measuring the current, you’re directly detecting the amount of corrosion by detecting an electronic flow, which is just so cool, when you think about it.’
While electrochemical corrosion studies are significantly quicker – taking hours instead of weeks – they only work in aqueous solutions, and immersion studies are simpler to perform and interpret. ‘It seems like, intuitively, you’d be using electrochemical methods for most of that quick assessment … but in practice the coupon studies are actually pretty easy,’ says Margelefsky. ‘You drop the coupon in, you come back to it a week or two later, and you do the analysis. There’s not actually that much interactive work needed, and it’s pretty unambiguous.’
‘The gold standard is just to do a coupon study, and we’ve been supplementing that with electrochemical studies where needed or where possible,’ he says.
Plastics
Polymer compatibility studies are generally similar to immersion tests, but samples are also tested for hardness using a durometer, both in wet (just out of the solution) and vacuum dried conditions.
An extra consideration when working with polymers is UV exposure. While it isn’t generally an issue for equipment used inside, ‘in an industrial setting, you have things that are stored outdoors,’ says Margelefsky. ‘When people think of a factory, they think of everything being enclosed, but the reality is … a lot of processing facilities are largely open.’
Glass
Glass is integral at every step of the development process, from beakers and scintillation vials to commercial-scale glass-lined reactors. Like plastics, glass is tested by immersion studies.
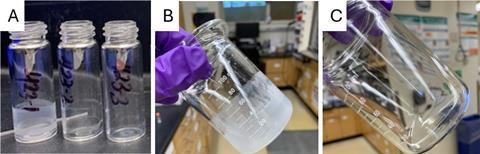
Any changes to a glass surface inhibit its ability to be cleaned, which can lead to contamination both from reagents and from the cleaning equipment. For glass-lined reactors, damage to the lining could expose the metal, leading to further corrosion or contamination.
Glass equipment can also fall victim to static discharge. As a solvent with low conductivity is pumped through non-conductive lines or otherwise agitated, it can build up a strong static charge. ‘It will eventually reach a voltage where it will spontaneously discharge through the nearest path,’ Margelefsky explains. ‘In the case of our thin glass-lined vessels, the shortest path is just to drill a hole through the glass. And so that’s what you end up seeing, these little pinholes, which are expensive and time-consuming to repair.’ Such electrical discharges also present ignition hazards if the reactor atmosphere is not sufficiently inert.
What can bench chemists take away from this?
Chemjobber, a Chemistry World contributor and US-based process chemist, believes that the paper will be a useful resource for academics interested in industrial chemistry. ‘There definitely are principles that graduate students and bench chemists can use,’ he says. Most importantly realising that metals and glass are definitely not inert and that corrosion will happen, but also that it’s possible to identify and quantify corrosion products that end up in reaction mixtures or products.
‘This article is a demonstration of how good you can get with unlimited resources,’ says Chemjobber. ‘Chemists at smaller organisations that are thinking about these programmes now have a glimpse as to how to attack this systematically and/or quantitatively.’
While not everyone has access to the laboratories and resources of Merck, some of these tests aren’t difficult to usefully replicate, says Margelefsky. ‘We have microscopes, we have the electrochemical things, but anybody could get some metal coupons and do some simple studies. You can get a lot of information out of that, even if you don’t have all of the advanced equipment.’
He has two pieces of advice for chemists working at the lab scale. ‘The biggest thing is just to pay attention. Once you know that there’s certain materials that might be incompatible with your reactors, keep an eye out for that before you start to scale something up … if you’re using more expensive equipment, pay attention before you start to damage it.’
‘The other is to keep your eyes open. If you run an experiment and you notice that the vial is etched and hazy afterwards, don’t just ignore that information, especially if you’re planning on scaling up to a much larger, much more expensive glass reactor.’
References
T P Vickery, T Chen and E L Margelefsky, Org. Process Res. Dev., 2025, 29, 2972 (DOI: 10.1021/acs.oprd.5c00329)













No comments yet